
Die Extruderschnecke, die eine wichtige Rolle bei der Leistung der Extrusionsmaschine spielt, besteht aus verschiedenen Arten von Extruderschneckenelementen, wie Förderelementen, Scherelementen und Mischelementen. Diese Schneckenelemente gibt es auch in Untertypen, darunter Schneckenelemente mit einem Kopf, Schneckenelemente mit zwei Köpfen und Schneckenelemente mit drei Köpfen, die unterschiedliche Funktionen beim Mischen, Vermengen und Compoundieren von Kunststoffmaterialien erfüllen. Unter den verschiedenen Arten von Doppelschneckenextrudern wird der ineinandergreifende, gleichlaufende Doppelschneckenextruder in der Kunststoffindustrie häufig verwendet. Daher führt Sie Granuwel, Ihr zuverlässiger Hersteller und Lieferant von Extrusionsmaschinen und Extruderschneckenelementen, in diesem Artikel durch verschiedene Arten von Extruderschneckenelementen, die normalerweise in ineinandergreifenden, gleichlaufenden Doppelschneckenextrudern verwendet werden, und zeigt Ihnen, wie Extruderschneckenelemente den Kunststoffextrusionsprozess beeinflussen.
Eigenschaften eines ineinandergreifenden, gleichläufigen Doppelschneckenextruders
Die Schnecken des ineinandergreifenden, gleichläufigen Doppelschneckenextruders weisen folgende Hauptmerkmale auf:
(1) Die beiden Schnecken rotieren parallel und in die gleiche Richtung und erzeugen eine gleichmäßige Scherwirkung zwischen ihren ineinandergreifenden Teilen und dem Zylinder. Die Intensität dieser Scherwirkung kann durch die Schneckenkombination und die Abstandsgestaltung eingestellt werden.
(2) Die geometrische Form der Schneckenelemente und ihre gleichsinnige Drehung verleihen den Schnecken hervorragende Materialverteilungs- und Mischfähigkeiten, die für Compoundiervorgänge geeignet sind. Nachdem das Material in den Zylinder gelangt und erweicht wurde, zieht eine Schnecke das Material aufgrund der entgegengesetzten Richtungen der Doppelschnecken am Eingriffspunkt in den Eingriffsspalt, während die andere es herausdrückt. Somit wird das Material in einer „∞“-Bewegung von einer Schnecke zur anderen übertragen. Diese Bewegung hat am Eingriffspunkt eine erhebliche Relativgeschwindigkeit, was für die Materialmischung und -homogenisierung äußerst vorteilhaft ist. Darüber hinaus hat der Eingriffsbereich einen sehr kleinen Spalt und das Material bewegt sich in die entgegengesetzte Richtung zur Schneckenrotation, was zu einer hohen Scherwirkung führt, die eine gleichmäßige Plastifizierung erreicht.
(3) Der gleichläufige Doppelschneckenextruder hat reaktive Fähigkeiten und fungiert als dynamischer Reaktor. Materialien können nach dem Schmelzen im Zylinder eine Reihe chemischer Reaktionen durchlaufen, wie etwa Polymerisation und Pfropfen. Reaktive Extrusionsverfahren werden hauptsächlich für folgende Prozesse verwendet: Polymerisationsreaktionen von Monomeren oder Oligomeren (radikalische Polymerisation, Additionspolymerisation, Kondensation und Copolymerisationsreaktionen); kontrollierte Vernetzung und Degradation von Polyolefinen; Pfropfmodifizierung von Polymeren (Funktionalisierung oder Polarisierung des Polymers zur Erzielung einer Materialmodifizierung und Herstellung von Kompatibilisatoren); und erzwungene Mischmodifizierung verschiedener Materialien. Dazu gehört auch die physikalische Modifizierung von Materialien, wie etwa Füllen, Mischen, Härten und Verstärken.
(4) Es gibt viele Arten von Schneckenelementen, darunter Förderelemente, Knetelemente, Scherelemente, Rückwärtsgewindeelemente und Druckerhöhungsgewindeelemente, die jeweils unterschiedliche Funktionen erfüllen. Bei den üblichen Bausteinschrauben können verschiedene Elemente je nach den Anforderungen der Materialverarbeitung wie Bausteine kombiniert werden, und es kann ein optimiertes Design angewendet werden, um die Verarbeitung verschiedener Materialformulierungen zu ermöglichen.
Typen und Eigenschaften von Baustein-Doppelschneckenextruder-Schneckenelementen
Unter normalen Umständen umfassen die gängigen Arten von Schneckenelementen, basierend auf unterschiedlichen Strukturen, Förderelemente, Scherelemente, Misch- und Dispergierelemente usw.
(1) Förderelemente
Förderelemente werden in Vorwärtsfördergewindeelemente und Rückwärtsfördergewindeelemente unterteilt. Der Hauptunterschied besteht darin, dass die Wirkungsrichtung des Vorwärtsförderelements mit der Extrusionsrichtung übereinstimmt, während die Rückwärtswirkung das Gegenteil ist. Die Rückwärtswirkung kann die Vorwärtsförderung des Materials behindern, hauptsächlich um die Verweilzeit des Materials im Zylinder zu verlängern, wodurch der Füllgrad und der Materialdruck verbessert werden und der Mischeffekt erheblich gefördert wird.
Beim Einstellen der Förderschneckenelemente müssen Eigenschaften wie Tiefe, Steigung, Schneckenstegdicke und Abstand berücksichtigt werden, wie in Abbildung 1 dargestellt. Ihre Hauptfunktion besteht darin, Material zu fördern, und die Verweilzeit des Materials im Förderschneckenelementteil ist relativ kurz. Unter allen charakteristischen Parametern ist die Steigung der kritischste Faktor. Je größer die Steigung des Schneckenelements ist, desto höher ist das Extrusionsvolumen und desto kürzer ist die Verweilzeit des Materials, aber eine solche Maßnahme verringert die Mischqualität.

Abbildung 1: Förderelemente der Extruderschnecke
Hinweis: D = Außendurchmesser der Schraube, d = Durchmesser der Schraube unten, P = Steigung, L = Steigung
Im Allgemeinen gibt es die folgenden Szenarien, in denen hauptsächlich große Leitspindelelemente verwendet werden: Gelegenheiten, bei denen ein hohes Extrusionsvolumen mit Förderwirkung gefordert ist; wärmeempfindliche Materialien, bei denen die Materialverweilzeit im Zylinder minimiert werden muss, um Materialabbau zu verringern; in Anbetracht der Kombinationsstruktur, die im Allgemeinen am Auslassanschluss angewendet wird, ist eine Vergrößerung der Materialoberfläche förderlich für die Entgasung.
Wenn es auf die Mischleistung ankommt, werden Schneckenelemente mit mittlerer Steigung ausgewählt. Diese werden hauptsächlich bei Kombinationen eingesetzt, bei denen die Steigung allmählich abnimmt und sie dienen der Förderung und Druckbeaufschlagung.
Kleine Leitspindelelemente werden vor allem im Schmelzbereich eingesetzt, um Druck aufzubauen und den Schmelzeffekt zu verbessern, während gleichzeitig der Mischgrad und die Stabilität des Extrusionssystems erhöht werden.
(2) Scherelemente
Scherelemente beziehen sich hauptsächlich auf Knetblöcke, die eine hohe Scherkraft bieten und die Fähigkeit besitzen, das Mischen zu verteilen und zu zerstreuen. Die Hauptparameter sind die Anzahl der Köpfe, die Dicke und der Staffelungswinkel. Sie werden immer paarweise oder in Reihe verwendet, wobei zwischen benachbarten Knetblöcken ein Winkel besteht, d. h. der Staffelungswinkel. Die ineinandergreifenden Blöcke auf den beiden Schrauben liegen nahe beieinander und bilden eine „Schleifscheiben“-Struktur. Materialien werden im Zylinder gemischt und ausgetauscht, und mehrere benachbarte Knetblöcke können zusammen einen Spiralwinkel bilden, der bei der Drehung der Schrauben die Materialmischung und den Materialaustausch entlang der Achse des Schraubenelements fördert.

Abbildung 2: Scherelemente der Extruderschnecke
Staffelungswinkel, wie in Abbildung 2, α, dargestellt, häufig verwendete Parameter sind 30°, 45°, 60° und 90°, wobei unterschiedliche Parameter unterschiedliche Auswirkungen haben. Wenn das Schneckenelement nach vorne zeigt, ist die Förderleistung umso geringer, je größer der Staffelungswinkel ist, was die Verweilzeit des Materials im Zylinder verlängert und die Mischqualität verbessert.
Die Dicke, wie in Abbildung 2, t, gezeigt, variiert im Allgemeinen zwischen 7 und 19 mm und wird je nach Verwendungsanforderungen angepasst. Sie hängt eng mit dem Mischeffekt zusammen. Mit zunehmender Dicke nimmt auch die erzeugte Scherkraft zu und der Mischeffekt wird weniger spürbar. Umgekehrt ist der Mischeffekt besser.
Unabhängig davon, ob es sich um ein Förderelement oder ein Scherelement handelt, ist der Parameter die Anzahl der Köpfe, hauptsächlich Einzelkopf, Doppelkopf und Dreifachkopf, wie in Abbildung 3 dargestellt.
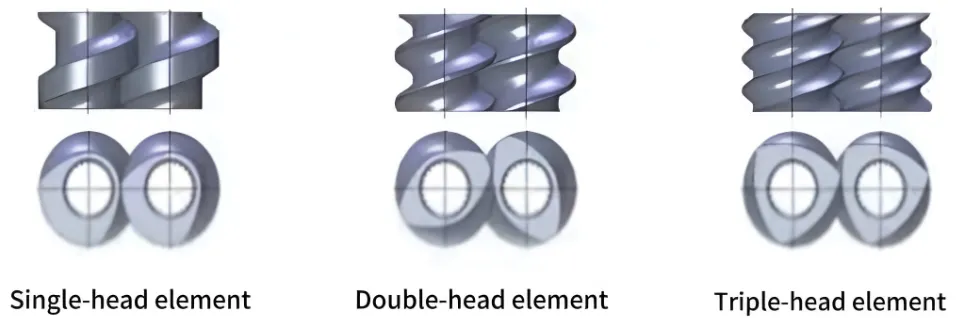
Abbildung 3: Einfach-, Doppel- und Dreifachkopf-Scherelemente einer Extruderschnecke
Bei einer Vorwärtsdrehung des Schneckenelements ist die Extrusionsförderkapazität umso geringer, das erzeugte Drehmoment umso kleiner und die Mischfähigkeit umso schlechter, je mehr Köpfe vorhanden sind, allerdings ist auch die Scherwirkung verstärkt. Bei einer Rückwärtsdrehung bedeuten mehr Köpfe eine größere Extrusionsförderkapazität und eine schlechtere Mischfähigkeit.
Einkopf-Schraubenelement
Durch eine größere Dicke kann der Materialverlust (Rückfluss) minimiert werden; die Kapazität ist geringer als bei einer Doppelkopfschnecke; die Förderleistung ist am höchsten.
Doppelkopf-Schraubenelement
Als herkömmliches Förderelement in gleichläufigen Doppelschnecken hat es weniger Scherkraft als ein Dreifachkopfelement und wird zur Feststoffzufuhr, Schmelzeförderung, Entgasung und Schmelzeförderung verwendet. Es wird hauptsächlich für die Extrusion verwendet und zeichnet sich durch gleichmäßige Erwärmung und gute Selbstreinigungsleistung aus.
Dreifach-Schraubenelement
Es verfügt über eine höhere Scherkraft und wird hauptsächlich zum Schmelzen, Dispergieren und Mischen verwendet. Es ermöglicht eine flexiblere Druck- und Temperaturverteilung des Materials im Zylinder, was zu guten Entgasungs- und Verflüchtigungseffekten führt, die Leistung ist jedoch geringer.
(3) Mischelemente
Im Allgemeinen beziehen sich Mischelemente auf gezahnte Elemente (einschließlich gerader und spiralförmiger Zähne), bei denen es sich um Schraubenelemente mit Rillen auf dem Schraubenkamm handelt, wie in Abbildung 4 dargestellt. Die Hauptfunktion der Rillenstruktur besteht darin, benachbarte Schraubenrillen zu verbinden und die Materialmischung miteinander zu fördern, wodurch letztendlich eine Schmelzhomogenisierung erreicht und Materiallängsmischeffekte gefördert werden. Da der Schraubenkamm gerillt ist, sind seine Förderleistung und Druckkapazität etwas verringert, dies erhöht jedoch auch den Materialfüllungsgrad in der Schraubenrille und erhöht die Materialverweilzeit

Abbildung 4: Mischelemente (siehe Zahnelemente, einschließlich gerader und schrägverzahnter Zähne)
Die Anzahl und Form der Zähne des Mischelements sind entscheidend für die Anforderungen beim Mischen. Die Form der Zähne dient hauptsächlich dazu, den Materialfluss zu stören, was die Gleichmäßigkeit des Materials beschleunigen kann. Je mehr Zähne vorhanden sind, desto deutlicher ist der Mischeffekt. Bei der tatsächlichen Verwendung muss jedoch rechtzeitig darauf geachtet werden, ob die Scherung übermäßig ist und die Materialmoleküle unnötig beschädigt.
Kombinierte Anwendung von Building-Block-Doppelschneckenextruder-Schneckenelementen
Unter normalen Umständen kann ein kompletter Schraubensatz entsprechend seiner Funktion in fünf Abschnitte unterteilt werden: Förderabschnitt, Schmelzabschnitt, Mischabschnitt, Entgasungsabschnitt und Homogenisierungsabschnitt, wie in Abbildung 5 dargestellt.
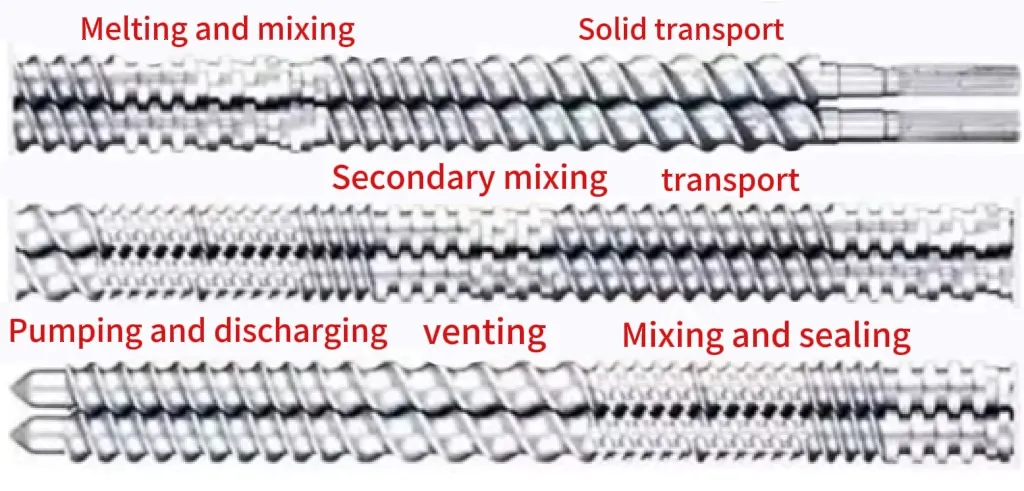
Abbildung 5: Fünf Abschnitte von Extruderschnecken (einschließlich Förderabschnitt, Schmelzabschnitt, Mischabschnitt, Entgasungsabschnitt und Homogenisierungsabschnitt)
Förderstrecke
Hauptsächlich zum Fördern von Material, während gleichzeitig ein Überlaufen des Materials aus der Einfüllöffnung verhindert wird; konfiguriert mit großen Führungsförderelementen.
Schmelzbereich
Durch Wärmeübertragung und Reibungsscheren wird das Material im Zylinder vollständig geschmolzen und gleichmäßig verteilt. Ausgestattet mit kleinen Bleiförderelementen.
Mischbereich
Ein- oder mehrkomponentige Materialien werden untereinander ausgetauscht und der beste Zustand ist eine vollständige Durchmischung; konfiguriert mit mehreren Gruppen von Scherelementen mit unterschiedlichen Staffelungswinkeln und Mischelementen.
Entgasungsabschnitt
Hauptsächlich zum Abführen von Feuchtigkeit und niedermolekularen Substanzen sowie anderen Verunreinigungen außerhalb des Materialsystems, um eine Reinigung zu erreichen; konfiguriert mit großen Bleiförderelementen.
Homogenisierungsabschnitt:
Hauptsächlich zum Fördern und Druckaufbau, um die Dichte der Materialflüssigkeit am Extruderausgang bis zu einem gewissen Grad zu erhöhen und gleichzeitig die Mischung vollständiger zu machen, wodurch letztendlich eine stabile Extrusion erreicht wird. Ausgestattet mit kleinen Bleiförderelementen.
Zusammenfassung
Bei der Konstruktion und Anwendung von Doppelschneckenextrudern sind Schnecke und Schneckenkomponenten die Kernkomponenten, die seine Leistung bestimmen. Nanjing Granuwel Machinery Co., Ltd. verfügt über umfassende Technologie und Innovationsfähigkeit im Bereich Extruder und bietet Kunden eine Reihe leistungsstarker Doppelschneckenextruderlösungen. Unsere Doppelschneckenextruder erfüllen mit ihrer hervorragenden Mischleistung, präzisen Schmelzkontrolle und stabilen Förderleistung die Anforderungen der Kunststoffverarbeitungsindustrie an hohe Präzision und Effizienz. Durch die genaue Berechnung und Optimierung der geometrischen Parameter der Schnecke in Kombination mit fortschrittlicher Verarbeitungstechnologie und Materialwissenschaft gewährleistet Nanjing Granuwel Machinery Co., Ltd. die Zuverlässigkeit und Haltbarkeit der Extruder unter verschiedenen Prozessbedingungen. Unsere Produkte sind nicht nur technologisch führend, sondern zeigen auch unser professionelles Engagement in Qualitätskontrolle und Serviceunterstützung. Wir freuen uns darauf, mit Ihnen zusammenzuarbeiten, um Innovation und Entwicklung der Kunststoffverarbeitungstechnologie voranzutreiben.