

Explore More Granuwel Extrusion Underwater Pelletizing Lines >>
Managing the quality of the products over a period of time is a major concern among the compounders in the present-day context. Among the potential problems, pellet inconsistency in underwater pelletizing is one of the most frequent. This can be as a result of a number of factors may include wrong die size or choice and heating efficiency variance. Here in this article, we will feocus on the main causes which make pellets to be inconsistent in their quality and possible ways of solving them.
Improper Die Sizing
One of the most crucial issues that lead to the inconsistency of pellets when it comes to underwater pelletizing is the problem with the die sizing. Typically in many underwater pelletizing processes, wrong die dimensioning is likely to have a negative impact on the flow of the polymer across the extrusion hole cross section and in the worst case, the polymer is likely to solidify in the extrusion hole known as the freeze — off effect The phenomenon of freeze can only be avoided by ensuring that the velocities of the polymer cannot be too low through the extrusion hole besides ensuring that the die temperature is suitable.
One of the most crucial issues that lead to the inconsistency of pellets when it comes to underwater pelletizing is the problem with the die sizing. Typically in many underwater pelletizing processes, wrong die dimensioning is likely to have a negative impact on the flow of the polymer across the extrusion hole cross section and in the worst case, the polymer is likely to solidify in the extrusion hole known as the freeze — off effect The phenomenon of freeze can only be avoided by ensuring that the velocities of the polymer cannot be too low through the extrusion hole besides ensuring that the die temperature is suitable.
A recommended polymer velocity through the die hole is usually in the range of 2. It can range from a rate of 5 to 3 feet per second to avoid the extrudate from undergoing solidification. However, to ensure that the required production rate is realised alongside with the correct velocity per hole, it is mandatory to have the right holeage on the die plate.
For example, suppose a die has hole diameter of 0. 125 inches (3. 2 ± 0. 2 mm). To meet the recommended velocity in this case you would have to cut 50 to 60 pounds per hour per die hole. The calculation made in this case employs the assumption of a specific gravity of the material in question to be 1. However, if the exruding/pelletizing material has a higher specific gravity, probably due to presences of filler or pigments, corrections need to be made. For example, a material with a specific gravity of 1.8 would necessitate processing 1.8 times the 50 to 60 pounds per hour per die hole. This adjustment can be counter intuitive, as it may seem necessary to add more holes to reduce pressure drop when, in fact, fewer holes might be required to ensure all remain “open” during operation.
Maintaining appropriate polymer velocity and managing the heat at the die plate are essential for producing pellets of uniform size. Without this control, no amount of process settings or engineered devices can fully resolve the issues causing pellet inconsistency.
Improper Die Temperature
Improper die temperature is another common cause of die freeze. Typically, the die temperature should be set approximately 25°F higher than the polymer melt temperature, though this may vary slightly depending on the specific product. Proper insulation of the die is crucial to prevent heat loss to the process water, which can significantly affect the die temperature.
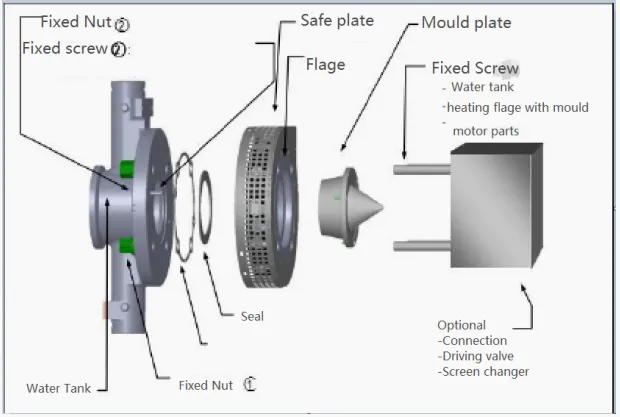
Most dies are insulated and sealed with high-temperature, room-temperature-vulcanizing (RTV) silicone(The insulation board is placed between the underwater cutting plate and the water chamber and sealed with sealant). Over time and at elevated temperatures, this sealant can degrade, allowing water to seep into the insulation and lower the die temperature. If the temperature of the die head reaches the preset temperature before startup and then drops sharply after startup, causing the heating system to continually apply heat without reaching the set temperature for the die head, this indicates that the insulation board between the pelletizing die template and the water chamber has aged and lost its thermal insulating performance. Replacement is necessary. There are various materials available for insulation boards, and since different materials offer varying degrees of insulation performance, selecting the correct material is crucial. It is best to use original equipment manufacturer (OEM) insulation boards. Should you need assistance, please contact Granuwel. Improper installation can also impact the insulation effectiveness. Please follow Granuwel’s correct installation guidelines.
Correct die head heater selection
Granuwel offers a variety of underwater pelletizing die head heaters to choose from. Drawing on our many years of experience with underwater pelletizing equipment, we can recommend the appropriate die head heating method based on the materials being processed by our customers. Typically, for low-temperature general-purpose plastics such as PE, EVA, TPU, PP, and other materials, we suggest using electric heating (heating rods). Depending on the output of the equipment, we usually equip it with 6 to 12 heating rods.
Monitoring the die’s power usage can help identify issues with the heaters. We are equipped with a current indicator light for each heating rod. When the heating rod is working normally, it will display a green light. If the heating rod fails, it will turn into a red light, so that you can clearly observe the working status of each heating rod at a glance. Normal or faulty.
For the granulation of some high-temperature materials and particulated materials. We recommend customers to use electromagnetic heaters. It can be heated by high frequency. Reach the preset temperature in a very short time. Even if the temperature difference between the die head temperature and the dehydrator water tank temperature is large, it can maintain the die temperature. Avoid the phenomenon of freeze caused by the temperature drop of the die.
Die-Hole Blockage
Physical blockage of the die holes can lead to pellet inconsistency, often caused by contaminants in the material or poorly dispersed mineral fillers. Implementing a screen changer or some form of filtration prior to the die is advisable to prevent such blockages. However, it also retains some of the contamination benefits meaning that the contaminants are filtered before they get to the die so that the quality and size of the pellets produced is controlled. For small systems, blockages can easily be cleaned by hand using a tool that is provided for the purpose hence requiring little time for the blockage to be cleared. Yet, for being larger, the die may need to be removed for cleaning, which is admittedly time-consuming, but effective in restoring functionality. Also, during periods of assemblage prolongation, the temperature of each profile, including die heat zone, should be lowered to eliminate the tendency of the material to clog due to degradation. Standardization of annual, monthly, weekly, or even daily check could also help avoid any hindrances; this is because apart from the above-listed ways of reducing blockages, there is always room for other forms of management to be implemented. By solving the above mentioned possible challenges appropriately, manufacturers can ensure that they produce high quality pellets and at the same time minimize on the instances of disruptions in their production processes thus enhancing efficiency and economy in their production.
Addressing Feedstock and Extruder Issues
Some process variables can create uneven pellet sizes depending on the feedstock; for instance, feedstock bridging in the hopper slows the flow of material into the extruder. This bridging can result in an interruption within the flow of material, which in return can lead to poor quality pellets or even die freeze. In this regard, it is possible to note that in order to eliminate such a problem, one should adhere to the appropriate design of the hopper with the help of which it is possible to prevent the formation of bridges, as well as carrying out constant cessions and maintenance of the hopper. Some of the methods include hopper agitation, installing of vibrators or use of flow aids in a bid to improve on the flow of materials and reduce on instances of blockage.
Also, appropriate temperature settings are also crucial. Too low or too high a temperature will have a great impact on the shape of the particles.:extruder temperatures are a parameter which if set wrong, leads to surging (Melt extrusion volume fluctuates)which in turn affects the variability of pellet size. Surge occurs when the extruder is at varying pressure and or temperature thus affecting the rate of flow of the melt. To address this issue it is necessary to strictly control temperature during the extrusion phase and throughout the process as a whole. These variations can be avoided through routine checking and adjustment of the temperature measuring devices and producing equal heating conditions.
Melt temperatures too high are also undesirable and the same way can also deform pellets and result in poor quality. Proper cooling should be put in place and the heat zones of the extruder should be controlled in order to keep the melt in the right range hence no deformation. If they address these potential issues with consistent maintenance, proper design of the equipment, and right temperature regulation, manufacturers will be able to produce pellets of the same size and hence improve the quality of the pellets manufactured.
Managing Fines and Tails on Pellets
Granuwel Important Notice: Firstly, blades that are worn out need to be replaced regularly. Before installing new blades onto the equipment, it is best to grind the blades mounted on the blade holder with a surface grinder until the blade surfaces are completely flat. Then, mount the blade holder onto the equipment. If a surface grinder is not available, after changing the blades, start the pelletizer and appropriately increase the tip pressure to grind the inner template plane against the blade surfaces.
Fines and tails on pellets can be seen under the circumstances like die and blade wear. This is because a grooved die-plate cutting face or a worn blade causes the cuts not to be clean resulting in tails on the pellets. The die face and blades must also made from compatible materials. For instance, selecting a blade with high hardness will increase the blade’s life, though bond wear on the die face will occur. Keenly observing the hardness standards of the material used in die as well as those of the blades can go along way in ensuring that the wear rate is balanced thus eliminating the chances of getting tails and unclean cuts.
Some of the other factors, which may lead to tails could include; high melt temperature, improper die centering on the Pelletizer shaft, worn out bearings on the Pelletizer, hot process water etc. Checking of the pelletizer bearings and the die alignment in proper manner and time to time basis can reduce the mechanical wear and misalignment which are more important in getting proper cut. By regulating the melt temperatures and the process water temperatures, the formation of tails can be avoided so that the cutting conditions can be at its finest.
Another important requirement is the polymer velocity as it goes through the die-plate holes or as it is extruded out. A large flow gradient within the die hole will exaggerate the flow velocities and produce a sleeving of the hole which will lead to an undesirable form of polymer shoulder that hinders the achievement of clean cuts. This can be controlled by varying the rates of the polymer flow and ensuring that the flow is steady throughout to the die holes. When pellets are undergoing the process of being dried by a centrifugal dryer, tails may shear off and develop into fines that cause problems to the material handling system and increased level of residual moisture. Paying attention to the type employed and the efficiency of drying techniques as well as ensuring that the centrifugal dryer is well maintained can help minimize occurrence of fines.
Preventing High Residual Moisture in Pellets
There are several reasons that can add to the residual moisture content of finished pellets being higher than required/needed. Among these include melt fracture, the formation of porous pellets especially so when using high filler loadings, having non spherical shaped pellets, and high operating /environmental conditions that are likely to cause moisture ‘trapping’. Melt fracture this is a phenomenon whereby the pellet surface appears rough; it can be eliminated by cutting thinner pellets or reducing die hole velocity. The application of these changes guarantees a concerned surface that has a minimal capability of trapping moisture.
Since higher percentage of mineral fillers cause formation of pellets having porous structures that are mechanically hard to dry, they are dried in subsequent stages. In this regard, the problem can be solved at the cost of optimizing the filler loadings of great significance over their quantities though with respect to the desired properties of the finished materials and drying efficiency. Possibility to employ post-drying processes like desiccant dryers or increase the drying time in convection ovens will lower the moisture content in these porous pellets.
Centrifugal dryers use residual heat, centrifugal force and flow of the ambient air in a direction opposite to the flow of the product for surface drying. One has to make sure that operation conditions like process-waters thermal conditions and the opposing airflow are kept at the desired level for moisture control to be effective. The above parameters can be consistently met if the centrifugal dryer will be often calibrated and maintained adequately.
Conditions of the environmental like humidity also influence the moisture content that is in the pellets especially for sticky products that naturally require very cold water. To counter this, the manufacturers must try to regulate the environment by using a dehumidifier and working in a room with air conditioning. Also, proper cooling of process water to the expected temperatures will go a long way in controlling moisture levels especially in areas with high humidity.
Conclusion
Finally, it is possible to note that recognizing the causes and consequences of certain processes in underwater pelletizing will help to provide more consistent pellet quality. Areas such as die sizing, die temperature, die-hole blockages, feedstock flow, how the extruder is set up, and fines and moisture management are areas that can be improved. To address persistent concerns, it is helpful to talk to the underwater pelletizer manufacturer for advice and possible ways in order to improve the general quality of production.
Contact Granuwel Extrusion to get your best extrusion and pelletizing solution!