
Filler masterbatch plays a crucial role in the manufacturing of plastic products. Filler masterbatch extruder is the most important machines used in filler masterbatch manufacturing. As a professional China filler masterbatch twin screw extruder factory & manufacturer, Granuwel offers customized CaCO3 PE PP filler masterbatch extruder and pelletizing solutions for customers all over the world.
목차
토글What Is Filler Masterbatch?
Filler masterbatches, also known as compound masterbatches, are primarily composed of calcium carbonate or talc or barium sulfate in a polymer base such as PE, PP, PS.
구성
Base Resins: Such as PE, PP, etc.
Fillers: Including calcium carbonate, talcum powder, barium sulfate, etc.
Additives: Like coupling agents, antioxidants, aging resistors, etc.
분류
1. By Carrier
Special Filler Masterbatch: According to specific product requirements, use the same plastic as the carrier as the product, for example, ABS filler masterbatch uses ABS as a carrier.
Universal Filler Masterbatch: Often uses PE as a carrier, but can also be used for enhancement and modification of other resins.
2. By Application
Injection Filler Masterbatch: Used to enhance and improve the rigidity and dimensional stability of injection molded products, such as electrical casings, toys, etc.
Blow Molding Filler Masterbatch: Used to improve the stiffness and heat resistance of blow-molded products, suitable for thin-walled packaging and containers.
Film Filler Masterbatch: Used to increase the stiffness and tear resistance of polymer films, suitable for agricultural films, packaging films, etc.
Fiber Filler Masterbatch: Used to enhance the strength and abrasion resistance of textile fibers, suitable for various textiles.
3. Other Classifications
Mono Filler Masterbatch: A single filler (such as calcium carbonate or talcum powder) is compounded with a polymer, usually without adding other additives.
Tailor-Made Filler Masterbatch: Mix different fillers and additives according to specific needs to achieve specific performance requirements.
Multifunctional Filler Masterbatch: Combine a variety of fillers and functional additives to meet special application requirements, such as UV resistance, antistatic, etc.
애플리케이션
1. Injection & Blow-moulding
· Lower raw material costs, usually more economical than polymer resins;
· Increased output due to faster mold cooling rates;
· Reduced demand for color masterbatches;
· Higher heat deformation resistance, greater rigidity, and hardness;
· Improved dimensional stability, weldability, and printability;
· The addition rate of filler masterbatches in injection and blow molding applications can reach up to 50%, but is usually between 5-30%.
2. Films, Sheets, Bags, Yarn Tubes
· Lower raw material costs, more economical than polymer resins;
· Reduced need for color masterbatches;
· Higher stiffness, paper-like effect;
· Improved weldability and printability;
· Enhanced anti-blocking properties;
· Better bubble stability;
· The addition rate of filler masterbatches in film applications is 2-20%.
3. PE & PP Tapes
· Anti-fibrillation (also known as anti-cracking);
· Lower raw material costs, more economical than polymer resins;
· Reduced need for color masterbatches;
· Higher stiffness;
· Improved weldability and printability;
· Enhanced anti-blocking properties;
· Improved braiding ability;
· Easier processing;
· The usual addition rate of filler masterbatches in tapes is 3-8%.
4. HDPE & PP Pipes
· Substitution with inexpensive white masterbatches of high brightness;
· Lower raw material costs, more economical than polymer resins;
· Higher stiffness;
· Smooth pipes with low friction coefficient, better prevention of clogging;
· Less likely to become brittle at low temperatures due to excellent cold resistance;
· The usual addition rate of filler masterbatches in pipes is 5-30%.
Advantages of GRANUWEL Twin Screw Extruders in the Production of Filler Masterbatches
1. Comprehensive Technical Support and Customization Services:
With many years of professional experience in the field of filler masterbatches, we are capable of providing customers with a one-stop solution ranging from filler selection to finished product processing, ensuring high performance and consistency of the products.
2. Optimized Product Dispersion:
Targeting the diverse application needs of filler masterbatches in various plastics, we offer specifically designed processing equipment to ensure uniform dispersion of fillers within the resin, enhancing the quality and performance of the final products.
3. Efficient Production Changeover Capability:
Our production equipment is designed with a focus on operational convenience, featuring a quick change system that simplifies color and material changes. Additionally, dedicated cleaning materials are provided to reduce production downtime and improve manufacturing efficiency.
How is Filler Masterbatch Made by Granuwel Twin Screw Extruders
1. Volumetric feeding system
· Raw materials are weighed individually according to the recipe.
· All materials are then placed into a high-speed mixer and mixed for 5 to 10 minutes.
· The materials are discharged into a screw loader.
· The materials are loaded into the hopper of the volumetric feeder.
1. Loss-in-Weight Feeding System (automatic and more precise)
· Raw materials are placed in each tank on the ground.
· A vacuum loader transports the components to the storage silos.
· The raw materials will automatically fall into the loss-in-weight feeder. The feeding system will deliver the materials into the extruder separately according to your recipe settings on the HMI.
제품 사양
| GTE-C 시리즈 트윈 스크류 압출기 | ||||||
| 모델 | 지름(mm) | Do/Di | Max. L/D | 속도(rpm) | 전력(kw) | 출력(kg/h) |
| GTE 52C | 51.4 | 1.55 | 68 | 600 | 90 | 250~350 |
| GTE 65C | 62.4 | 1.55 | 68 | 600 | 160 | 400~600 |
| GTE 75C | 71.4 | 1.55 | 68 | 600 | 250 | 700~1000 |
| GTE 85C | 81 | 1.55 | 68 | 600 | 280 | 800~1200 |
| GTE 95C | 93 | 1.55 | 68 | 600 | 450 | 1300~2000 |
| GTE 120C | 116 | 1.55 | 68 | 500 | 550 | 1500~2200 |
| GTE 135C | 133 | 1.55 | 68 | 500 | 1200 | 3500~5000 |
| GTE-D series Twin Screw Extruder | ||||||
| 모델 | 지름(mm) | Do/Di | Max. L/D | 속도(rpm) | 전력(kw) | 출력(kg/h) |
| GTE 52D | 51.4 | 1.55 | 68 | 600 | 110 | 300~500 |
| GTE 65D | 62.4 | 1.55 | 68 | 600 | 250 | 700~1000 |
| GTE 75D | 71.4 | 1.55 | 68 | 600 | 315 | 800~1200 |
| GTE 85D | 81 | 1.55 | 68 | 600 | 355 | 1000~1600 |
| GTE 95D | 93 | 1.55 | 68 | 600 | 550 | 1500~2200 |
| GTE 120D | 116 | 1.55 | 68 | 600 | 900 | 3000~4500 |
| GTE 135D | 133 | 1.55 | 68 | 600 | 1800 | 5500~8000 |
Feel free to contact Granuwel, if you are looking for high quality extrusion machines, including
· caco3 filler masterbatch extruder machine
· calcium carbonate filler masterbatch extruder
· filler masterbatch compounding extruder
· filler masterbatch granules extruder
· filler masterbatch plastic extruder
· filler masterbatch plastic pelletizing extruder
· filler masterbatch twin screw extruder
· filling masterbatch extruder
· caco3 filling masterbatch plastic extruder machine
· china pe pp filler masterbatch extruder
· china pe pp filler masterbatch extruder suppliers
· eva filling masterbatch extruder
· eva+caco3 filling masterbatch pelletizig extruder
· filler masterbatch extruder equipment
· filler masterbatch pelletizing extruder
· filling masterbatch granule extruder
· filling masterbatch machine/extruder
· filling masterbatch machine/extruder for modification
· filling masterbatch pelletizer extruder
As one of the leading filler masterbatch extruder factories & suppliers, Granuwel is confident to provide high quality filler masterbatch extruders that best suits your needs.
GRANUWEL provides advanced twin screw extruder pelletizing line for all kinds of filler masterbatch which are concentrates of CaCO3 or Talc or BaSO4 in a polymer base such as PE, PP PS.
Popular fill masterbatch machines


애플리케이션
FILLER masterbatches are used in injection, blow-moulding, film(One layer or Multiple layer), sheet and tapes applications. They offer the following advantages:
a) Injection & blow-moulding
◆ Lower raw materials cost, as they are usually more economic than polymer resins
◆ Increased output due to faster mould cooling
◆ Reduction of colour masterbatch requirement
◆ Higher resistance to heat deflection, higher rigidity and stiffness
◆ Improved dimensional stability, weldability and printability
◆ Addition rate of FILLER masterbatches in injection & blow-moulding applications can be up to 50 %, however, most usual levels are between 5-30 %.
b) Film, sheet, sacks, bags, raffia
◆ Lower raw materials cost, as they are usually more economic than polymer resins
◆ Reduction of colour masterbatch requirement
◆ Higher stiffness, paper-like effect
◆ Improved weldability and printability
◆ Improved anti-blocking properties
◆ Better bubble stability
◆ Addition rate of FILLER masterbatches in film applications is 2-20 %.
c) PE & PP tapes
◆ Antifibrillation (also known as anti splitting)
◆ Lower raw materials cost, as they are usually more economic than polymer resins
◆ Reduction of colour masterbatch requirement
◆ Higher stiffness
◆ Improved weldability and printability
◆ Improved anti-blocking properties
◆ Improved weaving ability
◆ Easier processing
◆ Usual addition rate of FILLER masterbatches in tapes is 3-8 %.
d) HDPE & PP Pipe
◆ Replacing expensive white masterbatch with its high white degree
◆ Lower raw materials cost, as they are usually more economic than polymer resins
◆ Higher stiffness
◆ Smooth pipes with lower coefficient of friction to better prevent them from blocking
◆ Being less possible to be brittel in low temperature due to its excellent cold resistance
◆ Usual addition rate of FILLER masterbatches in tapes is 5-30 %.
Processing of Filler Masterbatch
We design the extruders for filler masterbatch, according to the output, formula and final application as your request.
a) Feeding System
There two feeding system:
◆ Volumetric feeding system
→Weight the raw material separately according to the formula
→Then put all the material into high speed mixer for 5~10minutes mixing
→Discharge the material into spiral loader
→Loading the material into the hopper of volumetric feeder
◆ Loss-in-weight feeding system (automatically and higher accuracy)
→Put the raw material into each tank on the ground.
→Vacuum loader will convey each component into the storing silo.
→The raw material will fall into the loss-in-weight feeder automatically. The feeding system will feed the material separately into extruder according to your formula setting one the HMI.
b) Technical Specifications of Extruder
According to your application & output, there’re many different choice on extruders.
트윈 스크류 압출기
| 모델 | 지름(mm) | L/D | 속도(rpm) | 전력(kw) | Torque | T/A3 | 출력(kg/h) |
GTE-52C GTE-52D |
51.4 | 32~60 | 500 600 |
75 90 |
675 675 |
8.5 8.5 |
225~375 270~450 |
GTE-65C GTE-65D |
62.4 | 32~60 | 400 600 |
110 160 |
1240 1200 |
8.8 8 |
330~500 480~800 |
GTE-75C GTE-75D |
71 | 32~60 | 400 600 |
160 250 |
1800 1875 |
8.3 8.7 |
480~800 750~1250 |
GTE-85C GTE-85D |
81 | 32~56 | 400 600 |
220 350 |
2485 2625 |
7.9 8.3 |
660~1100 1050~1750 |
GTE-95C GTE-95D |
93 | 32~56 | 400 600 |
350 550 |
3940 4125 |
8.3 8.7 |
1050~1750 1650~2750 |
GTE-135C GTE-135D |
133 | 32~48 | 300 600 |
750 1500 |
11250 11250 |
8.5 8.5 |
2250~3750 4500~7500 |
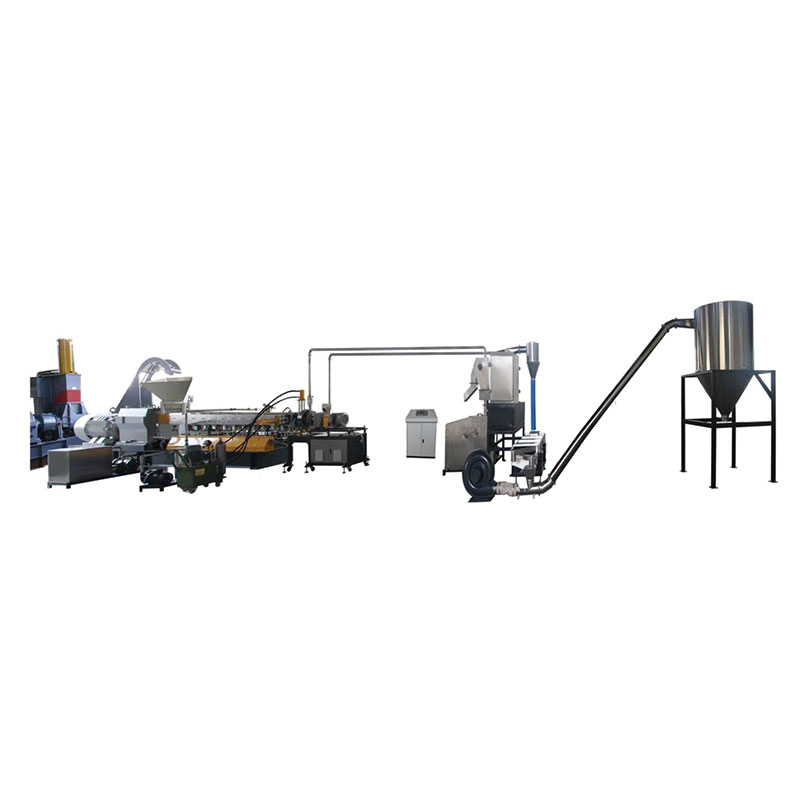
Production flow chart of filling masterbatch
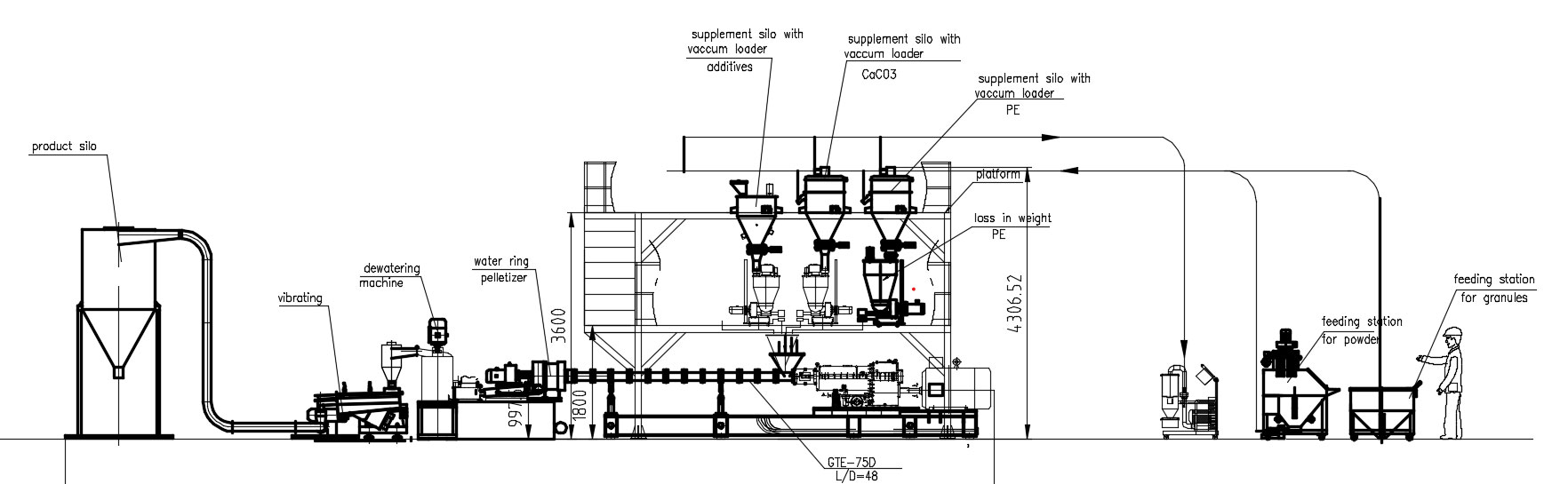
When filling masterbatch blending and granulation, the raw material part can adopt a variety of raw material treatment processes, such as high mixer mixing treatment or weight loss metering feeding.
The treated raw materials are distributed and mixed in a twin-screw or triple-screw extruder, dispersed and mixed, and finally is cut into granules, and then experiences drying, cooling, screening and bagging.
Filler masterbatch showcase
Purchase Guidance
A filler masterbatch extruder operates based on the principles of extrusion. The process involves several key components that work together to achieve efficient filler dispersion.
1.Feed Hopper: The feed hopper is where the raw materials, including the polymer resin and fillers, are loaded into the extruder.
2.Screw and Barrel: The heart of the extruder, the screw and barrel, facilitate the melting and mixing of the raw materials. The rotating screw conveys the materials forward while exerting pressure and generating heat through friction.
3.Heating Elements: Heating elements are strategically placed along the barrel to melt the polymer resin and maintain the desired temperature throughout the extrusion process.
4.Die: The die is a specially designed opening located at the end of the extruder barrel. It shapes the molten polymer into the desired form, such as sheets, rods, or pellets.
The utilization of a filler masterbatch extruder offers several significant advantages for the production of plastic products:
● Enhanced dispersion of fillers in the polymer matrix
Filler masterbatch extruders ensure efficient and uniform dispersion of fillers within the polymer matrix. The extrusion process facilitates the thorough blending of fillers, eliminating agglomeration and achieving a homogenous mixture. This leads to enhanced mechanical properties and improved product performance.
● Improved mechanical properties of the final product
The incorporation of fillers through a masterbatch extruder enhances the mechanical properties of the final plastic products. Fillers contribute to increased stiffness, impact resistance, and dimensional stability, allowing manufacturers to produce high-quality and durable plastic components.
● Cost-effective solution for filler incorporation
Using a filler masterbatch extruder offers cost advantages by enabling efficient utilization of fillers. The extrusion process ensures proper dispersion of fillers, minimizing the required filler content while maintaining the desired product performance. This leads to cost savings by reducing material expenses.
Different types of fillers can be incorporated into a masterbatch extruder, including calcium carbonate, talc, mica, and various mineral fillers. The selection depends on the desired properties of the final product and the specific industry application.
● Throughput and Production Capacity: Consider the required production volume and throughput rate to select an extruder with suitable processing capabilities.
● Screw Design and Configuration: The screw design and configuration should be chosen based on the desired dispersion quality, melt homogeneity, and overall processing requirements. Different screw designs, such as single-screw or twin-screw, can offer specific advantages for filler dispersion.
● Temperature Control and Heating System: The extruder should have an efficient temperature control system to maintain the desired processing temperature. Consider the heating capacity, heating zones, and control accuracy of the extruder.
● Material Compatibility: Ensure that the extruder is compatible with the specific polymer resin and fillers being used. Different polymers have varying melt characteristics, and the extruder should be capable of processing them effectively.
While filler masterbatch extrusion offers numerous benefits, certain challenges can arise during the process. Understanding and addressing these challenges is essential for smooth and efficient production.
● Poor dispersion and agglomeration issues
Inadequate filler dispersion or agglomeration can negatively impact the mechanical properties and appearance of the final product. To overcome this challenge, optimization of process parameters such as screw speed, temperature profile, and shear rate is necessary. Additionally, incorporating proper mixing elements in the extruder can aid in achieving better dispersion.
● Inconsistent melt flow and pressure
Inconsistent melt flow and pressure can result in variations in product dimensions and quality. This issue can be mitigated by ensuring proper screw design, maintenance of consistent melt temperature, and regular inspection of the extruder components for wear or damage.
To achieve optimal performance and quality, certain best practices should be followed when operating a filler masterbatch extruder.
● Preparing the raw materials
Thoroughly pre-mix the polymer resin and fillers in the correct ratio before feeding them into the extruder. This ensures a homogenous blend and improves the dispersion efficiency during extrusion.
● Setting the process parameters
Optimize the process parameters such as screw speed, temperature profile, and residence time to achieve the desired filler dispersion and melt quality. Regular monitoring and adjustment of these parameters are crucial for consistent and efficient production.
● Maintenance and cleaning procedures
Regular maintenance and cleaning of the extruder are essential to prevent buildup and contamination, which can affect product quality and equipment performance. Follow the manufacturer’s guidelines for maintenance intervals, lubrication, and cleaning procedures to ensure smooth operation.
Filler masterbatch extruders find extensive applications in various industries, including:
● Packaging industry
In the packaging industry, filler masterbatch extruders are used to produce plastic films, sheets, and containers. The incorporation of fillers enhances the mechanical strength, barrier properties, and printability of the packaging materials.
● Automotive industry
Filler masterbatch extruders play a vital role in the automotive industry by producing plastic components such as bumpers, dashboards, and interior trims. The addition of fillers improves the structural integrity, impact resistance, and heat stability of these components.
● Construction industry
In the construction sector, filler masterbatch extruders are utilized for manufacturing pipes, profiles, and other building materials. The incorporation of fillers enhances the strength, weatherability, and fire resistance of these construction products.
The fundamental equipment setup for producing Filling masterbatch includes:
Raw material handling system
● Gravimetric feeder/premixer + volumetric feeder
● For a higher proportion of fillers, it is recommended to use an exhaust side feeder.
Twin Screw Extruder:
The Twin Screw Extruder is the optimal choice for producing filling masterbatch due to its numerous advantages, including continuous production, stable quality, high production efficiency, low energy consumption, low labor intensity, and a favorable operating environment. For higher output, it is advisable to use a high torque gearbox and select a screw volume that provides ample capacity while remaining cost-effective.
Strand Pelletizing System/Water Ring Pelletizing System:
● The strand pelletizing system is suitable for filler proportions below 70%.
● The water ring pelletizing system is suitable for filler proportions exceeding 70%.