
Wat is een plastic pelletiseermachine?
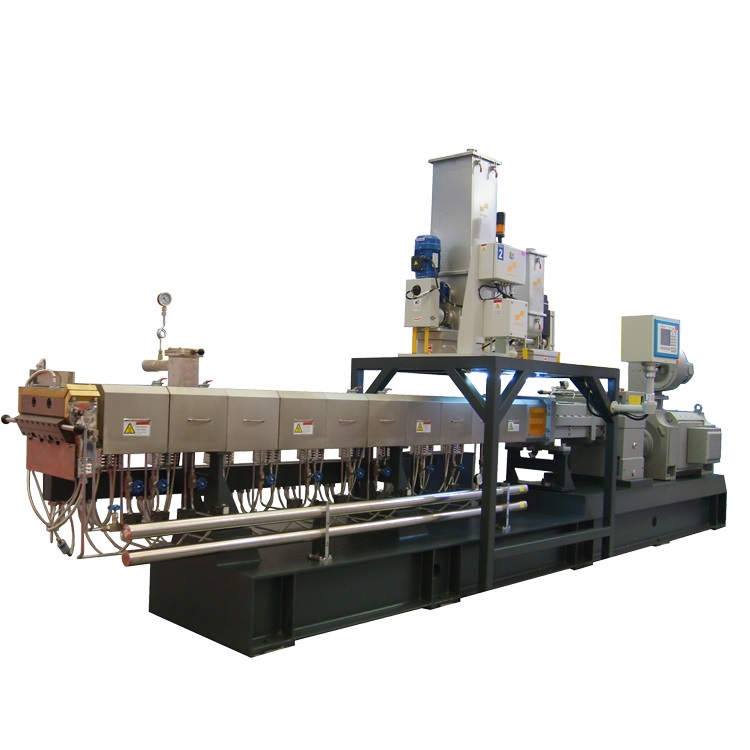
Het werkproces van de plastic pelletiseermachine is dat eerst plastic en andere hulpmiddelen aan de extruder worden toegevoegd, en vervolgens worden de materialen gesmolten, gemengd en geëxtrudeerd door de plastic granulator bij een bepaalde schroefsnelheid en temperatuur. De plastic deeltjes worden verwerkt door een specifieke granulatiemethode. Over het algemeen bestaat de plastic pelletiseermachine uit een plastic extrusie hoofdmachine, granulatie hulpmachine en trechter.
Volgens de productiebehoeften en het technologische proces, is de plastic extruder verdeeld in enkelschroefsextruder, parallelle co-roterende dubbelschroefsextruder, drievoudige schroefsextruder enzovoort. Enkelschroefsextruder wordt voornamelijk gebruikt voor herstelgranulatie, plaatextrusie en andere processen. Co-roterende dubbelschroefsextruder wordt voornamelijk gebruikt voor alle soorten plastic mengen, modificatie, vulgranulatie of reactieve extrusie.
De drieschroefsextruder wordt voornamelijk gebruikt voor de bereiding van plastic masterbatch zoals plastic vulling en zwarte masterbatch. Afhankelijk van het koelmedium en de koelvolgorde kan de granulator worden onderverdeeld in watergekoelde stripgranulatie, luchtgekoelde stripgranulatie, waterring-heetsnijdende granulatie, luchtgekoelde heetsnijdende granulatie en onderwatergranulatie. Hieronder volgt een korte introductie van de relevante onderdelen.

Componenten van een enkelschroefextruder
De enkelschroefextruder bestaat hoofdzakelijk uit een extrusiesysteem, een transmissiesysteem en een verwarmings- en koelsysteem.
Extrusiesysteem
De hoofdfunctie van het extrusiesysteem is het smelten en plastificeren van het polymeermateriaal om een uniforme smelt te vormen en de transformatie van de glastoestand naar de viskeuze stromingstoestand te realiseren. en in dit proces wordt een bepaalde druk ingesteld en continu geëxtrudeerd en getransporteerd naar de matrijs door de schroef. Daarom speelt het extrusiesysteem een belangrijke rol in de vormkwaliteit en output van extrusieverwerking.
Transmissiesysteem
Het transmissiesysteem bestaat meestal uit een motor, transmissiekast, koppeling enzovoort. De hoofdfunctie is om de schroef aan te drijven en het benodigde koppel in het extrusieproces te regelen. In het extrusieproces moet de schroefsnelheid stabiel zijn en niet veranderen met de schroefbelasting, om de uniforme kwaliteit van de producten te garanderen.
In verschillende situaties moet de schroef echter een variabele snelheid bereiken, zodat een apparaat kan voldoen aan de vereisten voor het extruderen van verschillende materialen of producten met verschillende vormen. In de meeste extruders wordt de verandering van de schroefsnelheid gerealiseerd door de snelheid van de motor aan te passen en is het transmissiesysteem uitgerust met een goed smeersysteem.
Verwarmings- en koelsysteem
Het verwarmings- en koelsysteem van de extruder bestaat uit een verwarmingsapparaat en een koelapparaat, wat een noodzakelijke voorwaarde is voor het soepel verlopen van het extrusieproces. Het verwarmingsapparaat en het koelapparaat moeten ervoor zorgen dat het polymeermateriaal wordt gesmolten en geplastificeerd en dat de temperatuuromstandigheden in het gietproces voldoen aan de procesvereisten.
Het koelapparaat is over het algemeen in de cilinder, schroef en toevoerpoort van de extruder geplaatst. De cilinderkoeling kan watergekoeld of luchtgekoeld zijn, over het algemeen gebruiken kleine en middelgrote extruders luchtkoeling, terwijl grote extruders meestal waterkoeling of een combinatie van de twee vormen gebruiken.
Schroefkoeling maakt voornamelijk gebruik van centrale waterkoeling, die gericht is op het verhogen van de vaste transportsnelheid van materialen, het stabiliseren van de output en het verbeteren van de kwaliteit van producten. Het hoofddoel van het koelapparaat bij de afvoerpoort is om het transport van vaste materialen te versterken, de kleverigheid van materiaaldeeltjes door verhitting te voorkomen en de materiaalmond te blokkeren en vervolgens de toevoer te beïnvloeden. Over het algemeen moet voor extruders met een schroefdiameter van meer dan 90 mm of hogesnelheidsextruders een koelapparaat aan de onderkant van de trechter worden geïnstalleerd.

Componenten van de dubbelschroefextruder
De structuur van de dubbelschroefextruder is vergelijkbaar met die van de enkelschroefextruder, die ook bestaat uit een extrusiesysteem, transmissiesysteem en verwarmings- en koelsysteem. De structuur van de versnellingsbak in het dubbelschroeftransmissiesysteem is veel complexer dan die van de enkelschroefversnellingsbak, die de koppelinvoer van de motor gelijkmatig verdeelt over twee assen met dezelfde snelheid en rotatierichting, om zo het werk van de twee schroeven te realiseren.
Het extrusiesysteem van de dubbele schroef bestaat uit cilinder en schroef, die zijn ontworpen door modularisatie. Fabrikanten kunnen de lengte van de cilinder en de structuur van de schroef vrijelijk aanpassen aan verschillende procesprojecten om een breder scala aan toepassingen te bereiken.
De machinekop is een belangrijk onderdeel van de plastic pelletiseermachine. De neus van verschillende materialen is mogelijk niet exact hetzelfde. Afhankelijk van de granulatiemodus kan deze worden onderverdeeld in een koudsnijmachinekop, een warmsnijmachinekop en een onderwatersnijmachinekop.
Het principe van de koudsnijmachinekop is om de smelt in stroken te extruderen door een vlakke geleider. Eerst afkoelen (watergekoeld en luchtgekoeld) om te drogen, en dan in pellets snijden. Het principe van de warmsnijmachinekop is om de smelt in stroken te extruderen door een cirkelvormige geleider. De roterende snijder snijdt het in deeltjes. En dan door drogen, koelen (waterkoeling of windkoeling).
De onderwatergranulatiematrijs wordt ondergedompeld in water. Nadat de smelt door het stromingskanaal is geëxtrudeerd, snijdt de roterende snijder de korrel in water en brengt deze naar de dehydrator om te drogen door het stromende water.
Energiebehoud van extruder
Afhankelijk van de druk en schuifkracht die door de rotatie van de schroef wordt geproduceerd, kan de schroefextruder het materiaal volledig plastificeren, gelijkmatig mengen en het door de matrijs heen vormen. Plastic extruders kunnen in principe worden onderverdeeld in dubbelschroefextruders, enkelschroefextruders en zeldzame multischroefextruders en niet-schroefextruders.
De energiebesparende onderdelen van de extruder zijn: het vermogensgedeelte en het verwarmingsgedeelte.
Krachtgedeelte
meestal gebruik frequentieomvormer, energiebesparende methode is om de restenergie van de motor te besparen. Bijvoorbeeld, het werkelijke vermogen van de motor is 50Hz, in feite is slechts 30Hz nodig om aan de productiebehoeften te voldoen, en het overtollige energieverbruik is zinloos. Als het verspild wordt, zal de frequentieomvormer het vermogen van de motor veranderen. De motor bereikt het effect van energiebesparing.
Verwarmingsgedeelte
De meeste verwarmingsonderdelen maken gebruik van elektromagnetische verwarmingselementen. De energiebesparing hiervan ligt ongeveer tussen de 30% en 70% van de oude weerstandsspoel.
Het plastic materiaal wordt via de trechter in de extruder gebracht en wordt door de rotatie van de schroef naar voren getransporteerd. In het proces van het materiaal dat naar voren beweegt, wordt het materiaal door de cilinder verhit en wordt het materiaal gesmolten na de afschuiving en compressie door de schroef, waardoor de transformatie tussen de glasachtige toestand, de hoge elastische toestand en de viskeuze stromingstoestand wordt gerealiseerd.
Bij verhoogde druk gaat het materiaal in de viskeuze stromingstoestand door de mal met een bepaalde vorm en wordt dan een continuüm met een doorsnede die vergelijkbaar is met de mal. Vervolgens wordt het gekoeld en gevormd tot een glasachtige toestand, waardoor de te bewerken onderdelen worden verkregen.
Acht punten waar aandacht aan moet worden besteed in de productie-operatie
- De juiste werking van de afvalplastic extruder kan de levensduur van de apparatuur verlengen, maar het gebruik van de plastic extruder krijgt vaak niet genoeg aandacht in ons dagelijks leven, wat onnodige problemen zal veroorzaken. Dus op welke problemen moeten we letten bij het gebruik van plastic machines?
- Let op brandveiligheid. Brandblussers moeten in de buurt van apparatuur worden geplaatst die warmtegeleidende olie gebruikt.
- Wanneer er een storing of abnormale situatie is, is het noodzakelijk om dit te melden aan het relevante personeel, en professioneel onderhoudspersoneel zal worden gevraagd om het op te lossen. Als u merkt dat er abnormale verschijnselen zijn, denk er dan aan om onmiddellijk op de noodstopknop te drukken.
- Gebruik geen gerecyclede materialen van lage kwaliteit met metaalverontreinigingen of sediment en plaats geen metalen voorwerpen die in de buurt van de toevoerpoort kunnen vallen, om te voorkomen dat de slijtage van de schroef en cilinder wordt verergerd of dat er een blokkade of schade ontstaat. Om te voorkomen dat er metaal in de materialen zit, kan er een sterke magneet bij de afvoeropening worden geplaatst.
- De versnellingsbak moet worden gevuld met smeerolie die aan de eisen voldoet. De nieuwe smeerolie moet regelmatig worden gecontroleerd en vervangen, strikt in overeenstemming met de gebruiksaanwijzing van de apparatuur.
- Kunststofmachines moeten worden bediend in strikte overeenstemming met de vereisten van de bedieningsregels en mogen niet worden bediend in strijd met de voorschriften in niet-werkende stations. Om de veiligheid en betrouwbaarheid van het hele apparaat te garanderen, mag de veiligheid van de machine niet worden vernietigd in het streven naar efficiëntie en beschermende maatregelen.
- Operators moeten bekend zijn met de structuur, prestaties en bedieningsprocedures van de kunststofpelletiseermachine.
- Het is niet toegestaan om de schroef te starten als de materiaaltemperatuur de ingestelde temperatuur niet bereikt en de houdtijd niet voldoende is.
Over ons
Nanjing Granuwel Machinery CO., LTD is gespecialiseerd in R&D, ontwerp en productie van extruders met een hoog polymeergehalte. Ons team van eersteklas extrusieprofessionals biedt de juiste extruder voor uw specifieke toepassing.

Wij beschikken over een uitstekend innovatie- en productontwikkelingsvermogen en willen onze klanten de beste producten leveren door de apparatuurstructuur te verbeteren en het energieverbruik van de apparatuur te verminderen dankzij onze praktische ervaringen en technische innovaties.
Voor vragen of opmerkingen kunt u gerust contact met ons opnemen!!!
Telefoon: +86-25-86199956
Mobiel: +86-13813371123
Web: https://toolant.net