
Inleiding: Op het gebied van polymeermateriaalverwerking zijn dubbelschroefextruders een essentieel stuk apparatuur. Met hun uitstekende meng-, plastificeer- en extrusiemogelijkheden spelen ze een centrale rol in de productie van kunststoffen, rubber en chemische producten. In dit proces beïnvloeden schroefelementen, als sleutelcomponenten van de dubbelschroefextruder, direct de efficiëntie van het gehele extrusieproces en de kwaliteit van het product door hun ontwerp en functie. Dit artikel gaat dieper in op de rol van schroefelementen in dubbelschroefextruders en hoe het optimaliseren van het ontwerp van schroefelementen de prestaties van de extruder kan verbeteren.
Inhoudsopgave
SchakelaarI. Overzicht van dubbelschroefextruders
Twin-screw extruders bestaan uit twee parallelle schroeven die samenwerken om materialen te transporteren, te mengen en te plastificeren. Gebaseerd op de rotatierichting en relatieve positie van de schroeven, kunnen twin-screw extruders worden onderverdeeld in co-roterende en contra-roterende types. Elk type extruder heeft zijn eigen unieke toepassingen en voordelen.
II. Functies van schroefelementen
Schroefelementen zijn modulaire componenten die op de dubbele schroeven zijn geïnstalleerd, met verschillende spoed, dieptes en vormen. De belangrijkste functies van schroefelementen zijn:

- Materiaaltransport: Door de rotatie van de schroeven worden materialen naar voren geschoven. Dit is verdeeld in componenten van de toevoersectie, smeltsectie en extrusiesectie. Meestal gebruiken de componenten van de toevoersectie grote lood- en grote stuwhoek SK-structuur schroefelementen om de toevoerhoeveelheid te verhogen, wat de productie effectief kan verbeteren. Bij het verwerken van sommige gebroken of onregelmatig gevormde grondstoffen kan de structuur van de SK-elementen echter spanningsconcentratie veroorzaken en de SK-elementen beschadigen. De smelt- en extrusiesecties gebruiken meestal middelgrote en kleine lood volledig in elkaar grijpende componenten, waarbij ze overgaan van grote lood naar kleine lood om druk te creëren.

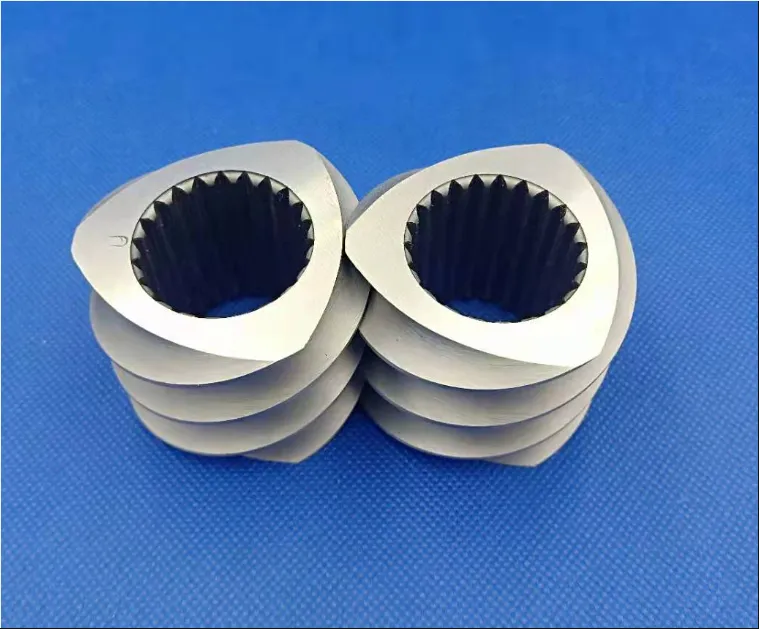
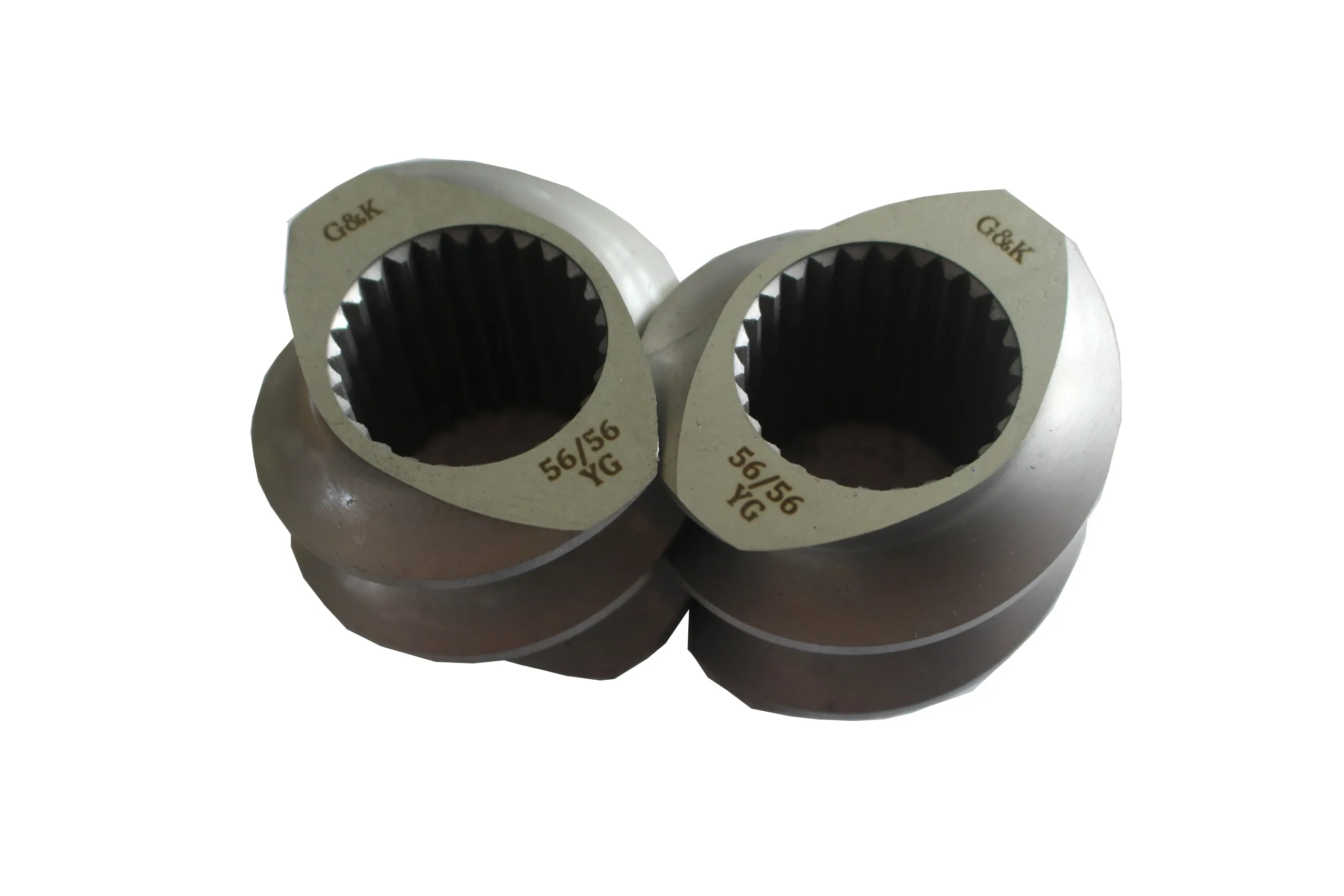
2. Materiaalmenging: Schroefelementen met verschillende vormen kunnen complexe stromingspatronen creëren, waardoor het mengeffect tussen materialen wordt versterkt. Mengelementen worden verdeeld in meshing-blokken en andere speciale functiecomponenten. Meshing-blokken worden onderverdeeld op basis van hoek en dikte van één stuk, meestal in 30°, 45°, 60° en 90°. Verschillende hoeken en diktes resulteren in verschillende schuifsterktes en dispersieve mengcapaciteiten. Over het algemeen geldt dat van 30° tot 90°, naarmate de hoek toeneemt, de schuifkracht sterker wordt en het dispersieve mengvermogen ook toeneemt. Dunnere dikte van één stuk resulteert in een lagere schuifkracht en een slechter dispersief mengvermogen, terwijl dikkere dikte van één stuk resulteert in een hogere schuifkracht en een sterker dispersief mengvermogen. Andere speciale functiecomponenten zoals ZME, SME en tandwielvormige schijven variëren in vorm en functie.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3. Materiaalplastificatie: Het ontwerp van schroefelementen beïnvloedt warmteoverdracht en schuifspanningsverdeling, en beïnvloedt daarmee de kwaliteit van materiaalplastificatie. Het proces van materiaalplastificatie is een optimalisatiecombinatie van schroefelementen, waarbij meestal sprake is van geleidelijke plastificerende menging in plaats van een eenstapsproces. We gebruiken vaak een methode van loslaten, comprimeren, mengen, dan weer loslaten gevolgd door comprimeren en mengen om het beste plastificerende effect te bereiken.

III.Ontwerp en innovatie van schroefelementen
Het ontwerp van schroefelementen moet rekening houden met verschillende factoren, waaronder materiaaleigenschappen, verwerkingsomstandigheden en productvereisten. Ontwerpers verbeteren voortdurend de prestaties van schroefelementen door nauwkeurige berekeningen van schroefhoeken, -dieptes en -afstanden, en door nieuwe materialen en coatingtechnologieën te gebruiken. Het gebruik van slijtvaste materialen kan bijvoorbeeld onderhoudskosten verlagen en de levensduur van de apparatuur verlengen; speciale coatings kunnen de hechting van het materiaal verminderen, waardoor schroefelementen schoon en efficiënt blijven.

IV.Synergistische optimalisatie van schroefelementen en dubbelschroefextruders
Om optimale extrusie-effecten te bereiken, moeten schroefelementen synergetisch samenwerken met andere componenten van de dubbelschroefextruder (zoals verwarmings- en koelsystemen, aandrijfsystemen, enz.). Door de temperatuur en druk nauwkeurig te regelen, kunnen de stabiliteit en uniformiteit van materialen tijdens het extrusieproces worden gewaarborgd. Ondertussen kan de werkstatus van schroefelementen automatisch worden aangepast aan materiaalveranderingen door middel van realtime monitoring en intelligente controlesystemen, waardoor een efficiënte en flexibele productie wordt bereikt.
Conclusie: Schroefelementen spelen een cruciale rol in dubbelschroefextruders. Met de vooruitgang in materiaalkunde en productietechnologie worden het ontwerp en de functionaliteit van schroefelementen voortdurend geoptimaliseerd, waardoor dubbelschroefextruders breder en efficiënter worden toegepast op het gebied van polymeermateriaalverwerking. In de toekomst zal de samenwerking tussen schroefelementen en dubbelschroefextruders met de ontwikkeling van intelligente en geautomatiseerde technologieën nog nauwer worden, waardoor er meer hoogwaardige producten en oplossingen voor verschillende industrieën worden geboden.