
Введение: В области переработки полимерных материалов двухшнековые экструдеры являются неотъемлемой частью оборудования. Благодаря своим превосходным возможностям смешивания, пластификации и экструзии они играют центральную роль в производстве пластмасс, резины и химических продуктов. В этом процессе элементы шнека, как ключевые компоненты двухшнекового экструдера, напрямую влияют на эффективность всего процесса экструзии и качество продукта посредством своей конструкции и функций. В этой статье будет подробно рассмотрена роль элементов шнека в двухшнековых экструдерах и то, как оптимизация конструкции элемента шнека может повысить производительность экструдера.
Оглавление
ПереключатьI.Обзор двухшнековых экструдеров
Двухшнековые экструдеры состоят из двух параллельных шнеков, которые работают вместе для транспортировки, смешивания и пластификации материалов. В зависимости от направления вращения и относительного положения шнеков двухшнековые экструдеры можно разделить на экструдеры с однонаправленным и противоположным вращением. Каждый тип экструдера имеет свои уникальные области применения и преимущества.
II.Функции винтовых элементов
Элементы шнека представляют собой модульные компоненты, установленные на двух винтах, имеющие различные шаги, глубины и формы. Основные функции элементов шнека включают:

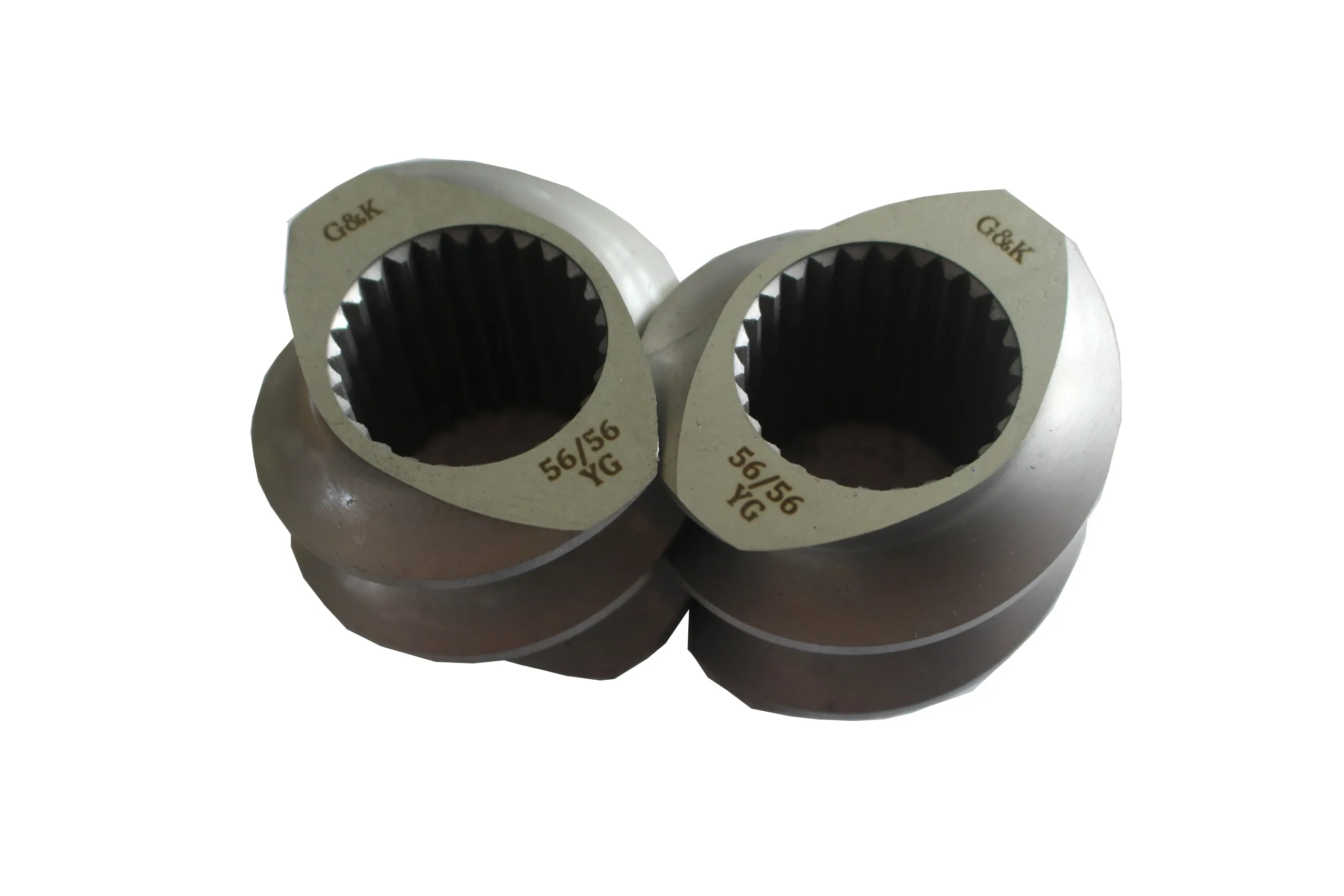
- Транспортировка материалов: благодаря вращению шнеков материалы продвигаются вперед. Это разделено на компоненты секции подачи, секции плавления и компоненты секции экструзии. Обычно компоненты секции подачи используют элементы шнека SK с большим шагом и большим углом тяги для увеличения количества подачи, что может эффективно улучшить производство. Однако при обработке некоторых сломанных или неровных сырьевых материалов структура элементов SK может вызвать концентрацию напряжений и повредить элементы SK. Секции плавления и экструзии обычно используют компоненты со средним и малым шагом, полностью взаимодействующие, переходя от большого шага к малому шагу для установления давления.

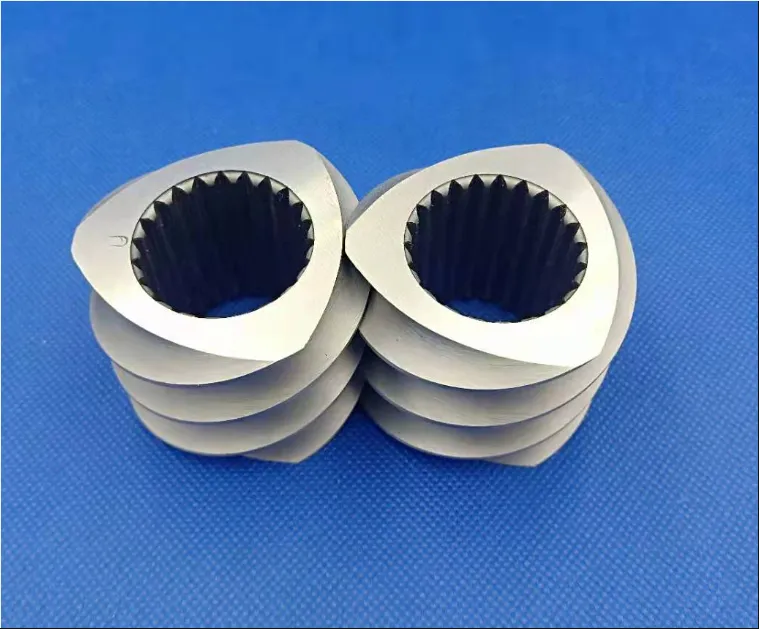
2. Смешивание материалов: винтовые элементы различной формы могут создавать сложные схемы потока, усиливая эффект смешивания между материалами. Смесительные элементы делятся на сетчатые блоки и другие компоненты специального назначения. Сетчатые блоки подразделяются на основе угла и толщины отдельной детали, как правило, на 30°, 45°, 60° и 90°. Различные углы и толщины приводят к различным значениям прочности на сдвиг и дисперсионной способности смешивания. Как правило, от 30° до 90° по мере увеличения угла усилие сдвига усиливается, а способность к дисперсионному смешиванию также увеличивается. Более тонкая толщина отдельной детали приводит к более низкой силе сдвига и более плохой способности к дисперсионному смешиванию, в то время как более толстая толщина отдельной детали приводит к более высокой силе сдвига и более сильной способности к дисперсионному смешиванию. Другие компоненты специального назначения, такие как ZME, SME и диски в форме шестерен, различаются по форме и функциям.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3. Пластификация материала: Конструкция винтовых элементов влияет на теплопередачу и распределение напряжения сдвига, тем самым влияя на качество пластификации материала. Процесс пластификации материала представляет собой оптимизационную комбинацию винтовых элементов, обычно включающую постепенное пластифицирующее смешивание, а не одноэтапный процесс. Мы часто применяем метод выпуска, сжатия, смешивания, затем снова выпуска с последующим сжатием и смешиванием для достижения наилучшего эффекта пластификации.

III.Проектирование и инновации винтовых элементов
При проектировании винтовых элементов необходимо учитывать различные факторы, включая характеристики материала, условия обработки и требования к продукту. Проектировщики постоянно улучшают производительность винтовых элементов за счет точных расчетов углов, глубины и расстояния между винтами, а также путем внедрения новых материалов и технологий покрытия. Например, использование износостойких материалов может снизить затраты на техническое обслуживание и продлить срок службы оборудования; специальные покрытия могут уменьшить адгезию материала, сохраняя винтовые элементы чистыми и эффективными.

IV.Синергическая оптимизация шнековых элементов и двухшнековых экструдеров
Для достижения оптимальных эффектов экструзии элементы шнека должны работать синергетически с другими компонентами двухшнекового экструдера (такими как системы нагрева и охлаждения, приводные системы и т. д.). Точно контролируя температуру и давление, можно обеспечить стабильность и однородность материалов в процессе экструзии. Между тем, посредством мониторинга в реальном времени и интеллектуальных систем управления рабочее состояние элементов шнека можно автоматически регулировать в соответствии с изменениями материала, достигая эффективного и гибкого производства.
Заключение: Шнековые элементы играют решающую роль в двухшнековых экструдерах. С развитием материаловедения и производственных технологий конструкция и функциональность шнековых элементов постоянно оптимизируются, что делает двухшнековые экструдеры более широко и эффективно применяемыми в области переработки полимерных материалов. В будущем, с развитием интеллектуальных и автоматизированных технологий, сотрудничество между шнековыми элементами и двухшнековыми экструдерами станет еще теснее, обеспечивая более высококачественные продукты и решения для различных отраслей промышленности.