
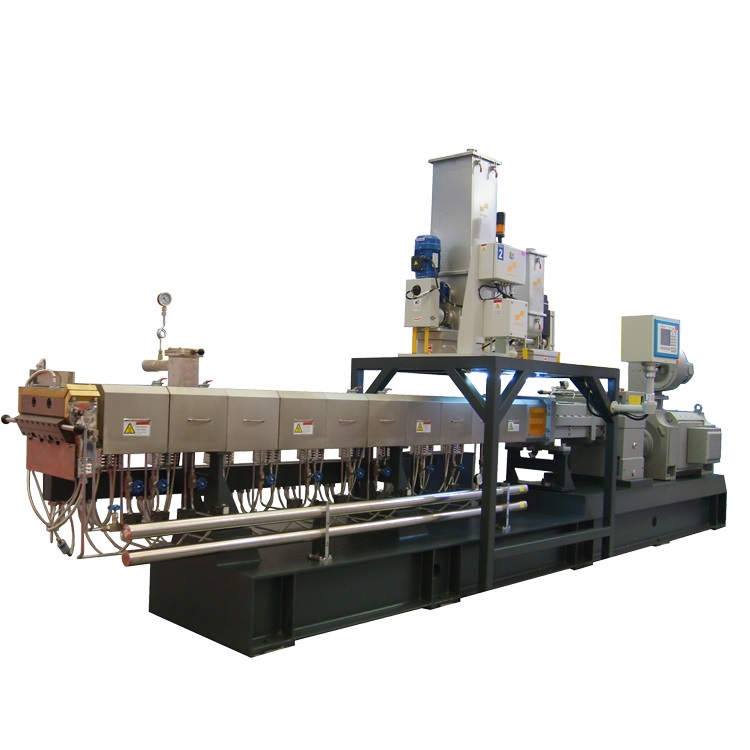
Vad är en plastpelletsmaskin?
Arbetsprocessen för plastpelletsmaskin är att först lägga till plast och andra hjälpämnen till extrudern, och sedan smälts materialen, blandas och extruderas av plastgranulatorn vid en viss skruvhastighet och temperatur. Plastpartiklarna bearbetas med en specifik granuleringsmetod. I allmänhet är plastpelletsmaskinen sammansatt av en plastextruderingshuvudmaskin, granuleringshjälpmaskin och behållare.
Enligt produktionsbehoven och den tekniska processen är plastextrudern uppdelad i enkelskruvsextruder, parallell samroterande dubbelskruvextruder, trippelskruvextruder och så vidare. Enkelskruvextruder används huvudsakligen för återvinningsgranulering, arkextrudering och andra processer. samroterande dubbelskruvextruder används huvudsakligen för alla typer av plastblandning, modifiering, fyllningsgranulering eller reaktiv extrudering.
Extrudern med tre skruvar används huvudsakligen för beredning av plastförråd som plastfyllning och svart förrådsblandning. Enligt kylmediet och kylordningen kan granulatorn delas in i vattenkyld bandgranulering, luftkyld bandgranulering, vattenring varmskärningsgranulering, luftkyld varmskärningsgranulering och undervattensgranulering. Följande är en kort introduktion till de relevanta delarna.

Komponenter i en skruvextruder
Enkelskruvextrudern består huvudsakligen av extruderingssystem, transmissionssystem och värme- och kylsystem.
Extruderingssystem
Extruderingssystemets huvudsakliga funktion är att smälta och plasticera polymermaterialet för att bilda en enhetlig smälta och realisera omvandlingen från glastillståndet till det viskösa flödestillståndet. och i denna process etableras ett visst tryck och extruderas kontinuerligt och transporteras till formen av skruven. Därför spelar extruderingssystemet en viktig roll i formningskvaliteten och produktionen av extruderingsbearbetning.
Transmissionssystem
Transmissionssystemet består vanligtvis av motor, transmissionslåda, koppling och så vidare. Dess huvudsakliga funktion är att driva skruven och kontrollera vridmomentet som behövs i extruderingsprocessen. I extruderingsprocessen krävs att skruvhastigheten är stabil och ändras inte med skruvbelastningen, för att säkerställa en enhetlig kvalitet på produkterna.
I olika situationer krävs dock att skruven uppnår variabel hastighet, så att en utrustning kan uppfylla kraven för att extrudera olika material eller produkter av olika former. I de flesta extruderare realiseras förändringen av skruvhastigheten genom att justera motorns hastighet, och transmissionssystemet är utrustat med ett bra smörjsystem.
Värme- och kylsystem
Extruderns värme- och kylsystem består av en uppvärmningsanordning och en kylanordning, vilket är en nödvändig förutsättning för att extruderingsprocessen ska fortskrida smidigt. Värmeanordningen och kylanordningen måste säkerställa att polymermaterialet smälts och mjukgörs och att temperaturförhållandena i formningsprocessen uppfyller processkraven.
Kylanordningen är vanligtvis anordnad i cylindern, skruven och matningsöppningen på extrudern. Fatkylning kan vara vattenkyld eller luftkyld, i allmänhet använder små och medelstora extruderare luftkylning, medan stora extruders mestadels använder vattenkylning eller en kombination av de två formerna.
Skruvkylning antar huvudsakligen central vattenkylning, som syftar till att öka den fasta transporthastigheten av material, stabilisera produktionen och förbättra kvaliteten på produkterna. Huvudsyftet med kylanordningen vid utloppsporten är att stärka transporten av fasta material, förhindra klibbighet av materialpartiklar på grund av uppvärmning och att blockera materialmunnen och sedan påverka matningen. Generellt sett, för extruders med skruvdiameter över 90 mm eller höghastighetsextruders, måste en kylanordning installeras i botten av tratten.

Komponenter i dubbelskruvextruder
Strukturen hos en dubbelskruvsextruder liknar den hos en enskruvsextruder, som också består av extruderingssystem, transmissionssystem och värme- och kylsystem. Växellådans struktur i dubbelskruvstransmissionssystemet är mycket mer komplex än den för enkelskruvsväxellådan, som jämnt fördelar motorns vridmomentinmatning till två axlar med samma hastighet och rotationsriktning, för att förverkliga arbetet med de två skruvarna.
Extruderingssystemet för dubbelskruv består av cylinder och skruv, som är designade genom modularisering. Tillverkare kan fritt matcha cylinderns längd och skruvens struktur enligt olika processprojekt för att uppnå ett bredare spektrum av applikationer.
Maskinhuvudet är en viktig del av plastpelletsmaskinen. Näsan av olika material kanske inte är exakt densamma. Enligt granuleringsläget kan det delas in i kallskärningsmaskinhuvud, varmskärmaskinhuvud och undervattensskärmaskinhuvud.
Principen för kallskärningsmaskinhuvudet är att extrudera smältan till remsor genom en platt löpare. Kyl först (vattenkyld och luftkyld) för att torka och skär sedan i pellets. Principen för det heta skärmaskinshuvudet är att extrudera smältan till remsor genom en cirkulär löpare. Den roterande skäraren skär den till partiklar. Och sedan genom torkning, kylning (vattenkylning eller vindkylning).
Undervattensgranuleringsformen nedsänks i vatten. Efter att smältan har extruderats genom flödeskanalen skär den roterande skäraren granulen i vatten och tar den till dehydratorn för att torka genom det strömmande vattnet.
Energibesparing av extruder
Beroende på trycket och skjuvkraften som produceras av skruvens rotation, kan skruvextrudern mjukgöras helt, blanda materialet jämnt och forma det genom formen. Plastextrudrar kan i princip delas in i dubbelskruvextruder, enkelskruvsextruder och sällsynt multiskruvextruder och icke-skruvextruder.
De energibesparande delarna av extrudern är att den ena är kraftdelen, den andra är värmedelen.
Kraftdel
använder mestadels frekvensomformare, energisparmetoden är att spara motorns restenergi. Till exempel är motorns faktiska effekt 50Hz, i själva verket behövs bara 30Hz för att möta produktionsbehoven, och överskottsenergiförbrukningen är meningslös. Om den går till spillo kommer frekvensomformaren att ändra motorns uteffekt. Motorn uppnår effekten av energibesparing.
Värmedel
De flesta uppvärmningsdelar använder elektromagnetiska värmare, och dess energibesparingshastighet är cirka 30% till 70% av den gamla motståndsspolen.
Plastmaterialet förs in i extrudern genom tratten och transporteras framåt genom skruvens rotation. I processen med att materialet rör sig framåt värms materialet upp av cylindern och materialet smälts efter skjuvningen och kompressionen av skruven, vilket förverkligar omvandlingen mellan det glasartade tillståndet, det högelastiska tillståndet och det viskösa flödestillståndet.
Vid ökat tryck passerar materialet i viskös flödestillstånd genom formen med en viss form och blir sedan ett kontinuum med ett tvärsnitt liknande formen. Sedan kyls den och formas för att bilda ett glasartat tillstånd, och på så sätt erhåller de delar som ska bearbetas.
Åtta poäng måste uppmärksammas i produktionen
- Korrekt drift av avfallsplastextrudern kan förlänga utrustningens livslängd, men användningen av plastextrudern får ofta inte tillräckligt med uppmärksamhet i vårt dagliga liv, vilket kommer att orsaka vissa onödiga problem. Så vilka problem ska vi vara uppmärksamma på när vi använder plastmaskiner?
- Var uppmärksam på brandsäkerheten. Brandsläckare bör placeras nära den utrustning som använder värmeledande olja.
- När det finns ett fel eller en onormal situation är det nödvändigt att rapportera det till relevant personal, och professionell underhållspersonal kommer att uppmanas att ta itu med det. Om du upptäcker att det finns onormala fenomen, påminn om att trycka på nödstoppsknappen omedelbart.
- Använd inte återvunnet material av låg kvalitet med metallföroreningar eller sediment, och placera inte metallföremål som kan falla nära matningsporten för att undvika att slitaget på skruven och cylindern förvärras eller orsaka stopp eller skador. För att förhindra metallen som kan finnas i material kan en stark magnet placeras vid utloppet.
- Växellådan bör fyllas med smörjolja som uppfyller kraven, och den nya smörjoljan bör kontrolleras och bytas ut regelbundet i strikt enlighet med utrustningens bruksanvisning.
- Plastmaskiner bör användas i strikt överensstämmelse med kraven i driftreglerna och får inte användas i strid med bestämmelserna på stationer som inte är i drift. För att säkerställa säkerheten och tillförlitligheten för hela enheten, förstör inte maskinens säkerhet i jakten på effektivitet och skyddsåtgärder.
- Operatörer måste vara bekanta med plastpelletsmaskinens struktur, prestanda och driftsprocedurer.
- Det är inte tillåtet att skruva på skruven när materialtemperaturen inte når den inställda temperaturen och hålltiden inte räcker till.
Om oss
Nanjing Granuwel Machinery CO., LTD är specialiserat på FoU-design och tillverkning av högpolymerextruders, vårt team av extruderingsproffs på högsta nivå tillhandahåller rätt extruder för din exakta applikation.

Vi har utmärkt innovations- och produktutvecklingsförmåga och önskar att tillhandahålla de bästa produkterna för våra kunder genom att förbättra utrustningens struktur och minska utrustningens energiförbrukning genom våra praktiska erfarenheter och tekniska innovationer.
För någon fråga eller förfrågan, varmt välkommen att kontakta oss!!!
Tel: +86-25-86199956
Mobil: +86-13813371123
Web: https://toolant.net